Category Archive: 未分类
Posted by tmswebsiteadmin on 2022年5月22日 下午12:56
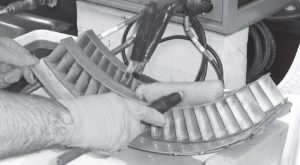
模具工具专家 Lasercomb Dies 生产钢制对板,其内衬有凹槽,用于在纸箱包装中形成折痕。但是,当其中一个折痕的对齐位置错误时,会导致不锈钢模印件的美观受损。最初,Lasercomb 不确定该组件是否仍然适合使用并正在考虑更换它,但在探索了生产相同组件的含义之后,很明显进行维修是一个更可行的选择。
幸运的是,损坏发生在一个非常小的局部区域,因此可以用最少的掩蔽实现快速设置。鉴于问题的性质,可用的选项相对较少,它们是 选择性电镀 和槽电镀.后者的问题在于它对沉积物的控制相对较少,并且由于损坏仅限于小区域,因此需要大量掩蔽,因此选择性电镀是更实用的选择。这种方法在应用沉积物时提供控制,并且能够填充损坏的连衣裙,盖上盖子并混合到饰面中。
SIFCO Process® 非常成功,使组件恢复到完美状态,从而节省了超过 2,500 英镑——这是重新生产组件的成本。
也许更重要的是维修对生产力的影响最小。如果 Lasercomb 无法挽救该组件,他们将需要生产另一个组件 – 这可能需要长达 30 小时,并且会产生额外的材料成本和相关的生产成本。
Lasercomb 质量经理 Kevin Holmes 解释说:“我们非常感谢 SIFCO ASC 为潜在的棘手问题提供了有效的解决方案。通过花时间评估我们可用的选项,SIFCO ASC 能够确定最合适的解决问题的方法,为我们节省了大量的时间和金钱。最重要的是,维修质量非常出色,以至于无法判断该组件曾经被损坏过。我们对收到的服务非常满意,很高兴再次使用它们继续前进。”
要了解有关选择性电镀 SIFCO 工艺的更多信息或与我们的技术部门联系 800-765-4131 或 info@sifcoasc.com
Posted by tmswebsiteadmin on 下午12:54
作者:Darrin Radatz、Ani Zhecheva 和 Sid Clouser
高强度和低重量,加上容易形成坚韧的表面氧化膜的能力,使钛及其合金可用于航空航天、工业和医疗领域的许多应用。
钛合金的一个限制是相对较差的抗粘着磨损性,这会导致磨损和冷焊、微动性能差和摩擦系数高。可以通过提供表面涂层来克服这一限制。涂层还用于热反射、发射率、热酸性环境中的耐腐蚀性、导电性、润滑性、钎焊和尺寸调整。
表面处理
钛非常活泼,只要金属表面暴露在空气或任何含有可用氧的环境中,它就会迅速形成氧化膜。该氧化层应在电镀或其他表面处理之前去除,但其韧性使去除成为问题。
表面粗糙化可以提高涂层的附着力,可以通过磨损、喷砂和蚀刻来实现。表面处理是实现任何涂层对钛的牢固附着力的关键,因为镍刷镀在氧化膜上会导致局部区域附着力差。
SIFCO Applied Surface Concepts 对钛进行了多次表面处理和选择性电镀实验。我们的研发部门在三种基材中获得了 1.1 毫米厚的钛板和 0.83 毫米厚的管材:Ti-6Al-4V、Ti-6Al-6V-2Sn 和商业纯 2 级钛,并使用多种技术对表面进行了机械加工,包括干式或湿磨、钢丝刷和喷砂。
机械方法
R&D 使用机械方法通过增加基材表面积和暴露新鲜、干净的钛表面来提高附着力。通过用研磨介质、钢丝刷磨损或用碳化硅、湿法或干法氧化铝喷砂对表面进行机械加工,增加了表面积并提高了沉积物的附着力。但是,附着力仍然不够高,无法在 180° 弯曲测试中正常进行。
酸蚀
然后,他们着手确定一种电化学处理方法,该方法能够以受控方式增加基材表面积并提供无氧化物表面,从而实现良好的沉积附着力。得到的电化学处理包括电解质和阳极/阴极蚀刻/活化方法,以促进钛表面的微蚀刻,从而增加表面积并减少表面氧化物。这种电化学处理产生了优异的粘附性。表 1 中给出的电镀程序用于制作优质镀层。
有几个因素促成了优异的附着力:机械联锁、增加的表面积和没有氧化膜。这三个属性是在刷镀过程中产生的。刷镀特别适合产生这些属性,因为电解液体积小,阳极和阴极之间的紧密接触,以及电解液可以从活化快速切换到触击电镀。
该过程的重要考虑因素是:
始终保持钛处于潜在控制之下
使电镀区域 100% 被包裹的阳极覆盖
使用从阳极到阴极的快速切换
步骤之间不允许冲洗
不要重复使用该解决方案。
其他评价
钛合金短柱的表面通过机械加工或碳化硅喷砂进行预处理,然后使用表 1 中的工艺进行研磨、蚀刻和活化。从两种酸性电解质中镀上 50 微米厚的镍沉积物。所有试样的失效模式都是在镍涂层 – 钛界面处的粘合。
根据通用汽车工程标准 GM3661P 对氢脆进行了测试,所有样品的氢脆均符合要求,即在任何试样上均未观察到失效或开裂。
该技术对Ti-6Al-6V-2Sn合金也表现良好,沉积物附着力令人满意。但是,该程序不能在 2 级钛上提供具有足够附着力的沉积物。 2 级沉积物通常通过胶带测试,但未通过弯曲测试。
未来的研究工作将继续开发镀层与钛合金良好附着力的原则,并确定一种在 2 级钛上沉积具有改进附着力的涂层的工艺。还将研究其他比钛耐磨性更好的材料的沉积。
Posted by tmswebsiteadmin on 2022年4月22日 下午1:02
模具的磨损和维修需求是开展业务的一项常规成本。但是,如果使用适当的修复方法,这些成本可以降低。
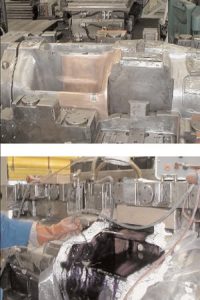
在汽车行业,从车身部件到内部部件的所有产品的压缩和树脂传递模塑工艺中都使用了多种纤维和塑料基体。这些模具可能非常昂贵并且需要很长的交货时间,因此必须确保在出现问题时及时修复。
由于异物进入型腔、酸性腐蚀和其他磨损原因,模具和相关工具的损坏是不可避免的,但这些小缺陷可能会导致不可接受的废品率。一家汽车制造商的挡泥板模具就是这种情况。由于模具底部有小面积的麻点,它们的废品率从 2% 上升到 15%。
这家汽车制造商能够在一个操作班次内使用选择性电镀来修复该区域,从而防止模具停止使用。 (作为一般规则,任何深度不超过 0.06 英寸的缺陷都是选择性电镀修复的质量候选对象。)如果模具有大量腐蚀、划痕和其他导致光洁度差的小表面缺陷,选择性电镀可以原位修复受损区域,无需移除部件或进行大量掩蔽。这大大降低了维修成本;最终结果是减少返工和废品率成本。
Posted by tmswebsiteadmin on 上午10:58
當一家世界領先的大型露天採礦設備跨國製造商開始研究延長其氣缸蓋使用壽命的方法時,SIFCO ASC 的選擇性刷鍍在許多關鍵標准上都優於焊接。
對於世界上最著名的大型露天採礦設備製造商之一來說,故障氣缸蓋的搶救——任何內燃機中的一個重要部件——被認為是一個需要改進的領域。初步研究表明,大約 35% 的氣缸蓋故障是由微動引起的;市場上有多種解決方案的常見問題,例如熱/冷噴塗、套管、焊接、更換或選擇性刷鍍。
啟動了一項改進計劃,將焊接和選擇性刷鍍確定為兩種受青睞的再製造方法。每個解決方案都經過測試,並根據性能、成本和交貨時間的嚴格標准進行評估。
試驗結果。
雖然焊接氣缸蓋磨損區域的成本較低,但它提供的沉積質量不足,並且可能會產生熱變形。然後,每個氣缸蓋都選擇性地鍍上鎳,以恢復尺寸和耐磨性。選擇性電鍍雖然稍貴一些,但事實證明速度提高了 16%,並且由於操作是在室溫下進行的,因此可以提供高質量的鍍層,並且零件變形的風險很小。
選擇性刷鍍的好處。
選擇性刷鍍的好處包括能夠將鍍層準確地集中在組件的特定區域,使零件能夠就地電鍍,這可以大大減少停機時間並最大限度地減少生產延遲。
持續的再製造合作夥伴關係。
在廣泛的試驗成功之後,這家著名的製造商實施了 SIFCO Process® 作為其搶救報廢氣缸蓋的首選方法,理由是減少材料消耗和浪費、降低能源消耗以及每年可節省約 95,000 美元的主要優勢與新零件或替換零件相比。
下載 PDF。
Posted by tmswebsiteadmin on 上午10:58
對於任何刷鍍應用,控制工藝變量對於獲得高質量的附著鍍層至關重要。操作員直接控制選擇性電鍍操作中的幾個電鍍變量,這些變量會影響鍍層的質量。它們是電壓、安培數(電流密度)、陽極到陰極的速度、溶液流速、工作區溶液分佈的均勻性、溶液溫度、電鍍工具接觸面積和覆蓋材料。
選擇性電鍍過程需要在電鍍工具(陽極)和零件之間移動。這種運動稱為陽極到陰極的速度,以每分鐘錶面英尺數為單位。電鍍工具可以在零件上移動,零件可以在電鍍工具靜止的情況下移動,或者可以進行組合移動。為便於您在開始應用時參考,電鍍液的技術數據表中列出了陽極到陰極的速度。
如果零件在車床上旋轉,則所需的陽極到陰極速度將轉換為每分鐘轉數 (RPM)。在車床中旋轉工件時確定轉速的公式為:
RPM = (FPM x 3.82)/D
在哪裡
RPM = 零件或工具應旋轉的每分鐘轉數。
FPM = 推薦的陽極到陰極速度,以英尺/分鐘為單位,用於所使用的電鍍溶液。
D = 要電鍍的外徑或內徑的直徑,以英寸為單位。
例如:
FPM = 50
D = 6”
將這些值放在上述公式中:
轉速 = (50 x 3.82)/6 = 31.8
車床的主軸轉速應盡可能設置為與計算出的 RPM 最接近的值。但是,在某些應用中,無論是否使用車床,都可能很難甚至不可能達到推薦的陽極到陰極速度。在這些情況下,測試表明電流密度的變化可以彌補無法使用最佳陽極到陰極速度的問題。
如果車床可用的最接近速度為 75 RPM,則電流密度可按如下方式調整:
CDa = CDo x 3Ö (Sa ÷ So)
在哪裡
CDa = 調整後的電流密度
CDo = 最佳陽極到陰極速度下的電流密度
Sa = 實際陽極到陰極速度
So = 最佳陽極到陰極速度
例如:
CDo = 7 安培/in2
Sa = 117 FPM
所以 = 50 FPM
將這些值放在上面的公式中:
CDa = 7 x 3Ö (117/50) = 9.29 安培/in2
每分鐘 10 到 15 英尺的中等偏差應該不會對沉積物產生明顯影響(假設所有其他所有過程變量都在控制範圍內)。但不運動或運動不足,即使是一瞬間,也可能導致灼傷。
維持適當的陽極到陰極速度並保持其他變量可確保一致、均勻和粘附的沉積物。如果您在維護陽極到陰極速度或計算 RPM 或 CDa 時需要幫助,請通過 info@sifcoasc.com 或 800-765-4131 聯繫我們的技術服務代表。
Page 13 of 13 « First « ... 9 10 11 12 13

 English (UK)
English (UK)  French
French  German
German  Spanish
Spanish  Swedish
Swedish