
 English (UK)
English (UK)  French
French  German
German  Spanish
Spanish  Swedish
Swedish 强键:机械与原子
为了纪念情人节,我们重新发布了去年关于债券的文章。
“爱是完美的纽带。” ——约翰·温思罗普
幸运的是,因为我们似乎无法让 2 个相邻的表面材料彼此相爱;表面键可以通过其他两种方式实现:机械方式和原子方式。而粘合的质量与完全分离两种材料所需的力有关。
例如,热喷涂提供机械结合。在机械粘合中,技术人员故意制造一个非常粗糙的表面,以使两种材料在高压下互锁。
而通过原子键合,金属离子(从溶液到基材)连接形成离子键。原子键可以抵抗周期性温度波动和剧烈的直接影响。如果涂层受到腐蚀环境的影响,则表面涂层的耐用性很重要。如果基础材料准备妥当,根据 ASTM C633-13 对 SIFCO Process® 进行的测试表明,两种常用的镍沉积物的粘合强度超过了水泥的强度。此外,选择性电镀提供了精确的沉积厚度,而热喷涂和其他机械粘合技术可能需要加工到所需的尺寸。
如果您遇到附着力问题,请联系您当地的区域经理,以确定选择性电镀是否适合您的应用。
愿你的爱像原子键一样牢固。情人节快乐。
用于可持续制造和再制造的表面工程
通过表面工程修复部件可延长使用寿命、提高部件性能、减少投资、节省能源、节省材料并减少对环境的影响。刷镀是一种表面工程技术,可通过减少废物产生、材料和能源消耗来促进可持续制造,并提供经济效益。
在 6 月 6 日星期三中午 12 点加入我们,参加 Derek Vanek 将出席的 NASF SUR/FIN 2018 博览会 为什么在再制造工程中应考虑表面工程技术,以恢复或改善磨损或失效部件的性能。
Derek Vanek 是 SIFCO ASC 的技术经理,也是各种已发表技术文章的作者。在 SIFCO ASC 的 30 年里,他从事过销售、培训、项目管理和营销工作。 Derek 在海军服役 5 年之前,获得了 Old Dominion 大学的工商管理学士学位。
要注册 SUR/FIN 2018,点击这里。
起飞:全自动选择性镀镍
苛刻的航空 操作条件为制造商带来了持续的表面处理挑战。组件需要能够承受摩擦、极端温度和腐蚀性环境,同时继续以最佳水平运行。 Safran Landing Systems 面临的一个特殊挑战是起落架转向架梁的设计。
起落架设计包括在转向架梁和部件的垂直部分之间的止动垫,以防止在缩回机身时磨损。然而,这种影响会导致界面处潜在的磨损,从而进一步增加大气腐蚀的风险。一项涉及应用镍铬电解保护处理的设计修改已达成一致。
工艺组经理 Neil Kenyon 最初与 SIFCO ASC 接洽,以研究 SIFCO Process® 作为镀镍应用解决方案的潜力。经过全面的情况分析,SIFCO ASC 的团队推荐了使用协作机器人的自动电镀系统,以符合赛峰集团强大的制造标准。
该机器人现已在 Safran Landing System 位于英格兰格洛斯特的工厂全面投入使用,为该公司提供了一个精确且高度可追溯、可重复且准确的流程,非常适合其所在的高科技工厂。集成计算机记录所有相关信息,包括:电镀参数;溶液的批号;电流密度和溶液水平。全自动系统还遵守公司的健康和安全政策,因为它最大限度地减少了人类与有害化学物质的接触。它目前每月处理 30 个转向架梁,该团队正在寻求将其使用扩展到公司的其他领域。

使用该工艺实现了一致的电镀均匀性,经得起必要的资格测试的稳健性。
SIFCO Process® 已被指定用于新起落架的制造过程,以延长防腐蚀保护。 它也正在被推广到 Safran Landing System 的墨西哥工厂,该工厂也生产起落架组件。
有关更多信息,请访问:sifcoasc.com/automated-plating-systems/
揭开劳动力价格的面纱

在完成选择性电镀修复应用时,每个组件可能有多个区域需要掩蔽。 在汽车行业最近的一次发动机缸体维修中,200 个部件需要 0.002 英寸的镍来重新调整超大气缸孔的尺寸。 虽然钻孔需要最少的电镀,但每个区域都需要一层掩蔽材料来捕获溶液并将其引导到返回托盘中。 每个钻孔需要 10-15 分钟才能进行掩蔽,劳动力成本急剧增加。
由于实际电镀时间由安培小时和电镀安培数决定,电镀劳动力是一个常数——因此提高操作效率的最佳方法是开发新的有效掩蔽技术。
在发动机缸体维修的情况下,解决方案以便携式和可重复使用的遮蔽夹具的形式出现。 在电镀之前,将具有与孔相同直径的孔的磁性材料放置在每个组件上。 磁性结合强度足以密封孔周围的区域,而在材料顶部建造的小挡土墙将溶液直接引导回孔下方的收集盘,如计划的那样。
由于技术人员的聪明才智,一项本可以轻松完成 50 小时的工作,只用了一半的时间就完成了。
如需从遮蔽和电镀到为您的工作选择合适工具的帮助,请致电 800-765-4131 联系我们的专业技术服务代表。
Tank Chromium 第二部分:我的替代方案是什么?
你用过硬铬吗?您是否知道某些刷镀沉积物具有与硬铬类似的沉积特性,如果与正确的应用类型相匹配,可以作为可行的替代方案。 应根据具体情况对指定硬铬电镀的应用进行评估,以确定是否绝对需要硬铬来满足其特定的镀层特性,或者是否可以选择更环保的替代方案。
考虑到该工艺相对于硬铬浴镀的一些优势,有一些好处可以鼓励使用刷镀。

与硬铬电镀产生的废物量相比,刷镀产生的有害废物量要低得多。考虑到当今危险废物处置和处理的高昂成本,这是一个显着优势。刷镀工艺的其他优点是:便携;它使用简单,不需要化学调整;它是准确的,能够按尺寸电镀。
但是,没有一种单独的刷镀层能够提供硬铬的所有特性。然而,某些刷镀沉积物具有相似的特性,可用于打捞或维修应用。以下将提供一些用于打捞/维修类应用的刷镀沉积物的定性和定量数据。
附着力
使用 ASTM B-571 中列出的定性附着力测试,可以评估刷镀沉积物并与其他涂层进行比较。
压缩和拉伸弯曲试验证明了硬质 (575 DPH) 刷式氨基磺酸镍镀层具有出色的附着力和内聚力。这些破坏性弯曲试验还表明,这种沉积物表现出良好的延展性。相比之下,压缩弯曲下的硬铬无论是粘合性还是内聚性都失败了。
硬刷氨基磺酸镍和镀硬铬的钝凿测试表明,在剧烈冲击后,刷氨基磺酸盐沉积物比硬铬具有更好的内聚性能。
拉伸粘合
将两种不同的刷状镍沉积物沉积在 SAE 4130 钢上,并根据 ASTM C 633-79 进行测试,以定量测试它们的拉伸粘合强度。
第一个测试的镍是硬质 (585 DPH) 高速中性镍。测试结果表明,所有样品在平均 11,280 psi 的压力下均在水泥接头处失效。结果表明,硬镍在 4130 钢上的内聚强度和附着力至少为 11,280 psi。应该注意的是,这种沉积物根据刷镀标准仅具有良好的附着力,但这种沉积物对火焰喷涂涂层具有优异的附着力,并且至少与热等离子喷涂涂层相当。
测试的第二种镍是软的 (250 DPH) 刷式氨基磺酸镍。再次,样品在水泥接头中失败,这次是在 10,090 psi。测试报告得出结论,镍对钢的附着力、镍的内聚力以及第二层镍与第一层的附着力超过 10,090 psi。
刷镀工艺提供十九种纯金属镀液和几种合金镀液。可供选择的大量电镀溶液证明了可以满足许多应用要求的各种沉积物特性。镀层质量、内聚力和对基材的附着力等同于或优于良好的镀液实践。
使用刷镀沉积物不能完全替代镀硬铬;然而,通过仔细评估应用并确定它是否绝对必要,可以减少硬铬的使用。
使用刷镀沉积物不能完全替代镀硬铬;但是,通过仔细评估应用并确定它是否绝对必要,可以减少硬铬的使用。
电镀温度的重要性:刷镀中的一个可控变量
虽然大多数刷镀溶液在 60°F 至 120°F 的电镀温度范围内电镀时会产生高质量的沉积物,但少数溶液必须在更严格的温度范围或更高的温度下进行电镀,以提供所需的厚度、质量和沉积物特性(例如,合金成分)。
除了在整个操作过程中使溶液(浴液)处于适当的电镀温度范围内,在工作区域达到并保持正确的温度也很重要。工作区是工件上进行电镀的溶液薄膜。影响工作区温度的因素有四个:
- 零件的温度。
- 所用溶液的温度。
- 电镀期间工作区域产生热量。
- 提供给工作区的溶液的数量和交换量。
在电镀可以快速冷却预热溶液的大型零件时,零件的温度是一个问题。在这些情况下,在很大程度上通过在电镀前将零件加热到适当的温度来控制温度。
或者,当电镀薄的或较小的零件时,溶液的温度会成为一个问题,因为这些零件可以被温热的溶液快速加热。
当使用以较高电压(超过约 12 伏)电镀的溶液、以高电流电镀或电镀较厚的沉积物时,通过电流的加热效应是一个因素。电镀时产生的热量与使用的电压乘以通过的电流成正比:
热量 = 伏特 x 安培
产生的热量通常足以快速加热工作区域、工具和溶液。但是,在某些情况下,电镀产生的热量会导致工作区域温度过高,从而导致工具过热。其特点是:
- 电镀工具、零件和溶液明显变热。
- 电流随着电镀的继续而减小。
- 电压升高会导致电流降低。
- 使用更大的泵。
- 增加阳极中溶液分布孔的尺寸或数量。
- 减少封面的厚度。
- 从更多解决方案开始。
向工作区域提供溶液的速度和数量是最后一个因素。快速向工作区供应溶液往往会使工作区更接近所用溶液的温度。较慢的供应允许更快地加热工作区域。如何控制溶液供应速率的一个示例是依靠电镀产生的热量来加热工作区域的情况。该技术用于在高温下更好电镀但未预热的溶液。开始时,使用低速率的溶液供应。这有助于保持工作区域内产生的热量。这允许电压和电流强度更快地升高,而不会产生烧焦的沉积物。这反过来会产生更多的热量。最终结果是更快地达到适当的高温。然后增加溶液供应以防止工作区域过热。
认真监测影响工作区域电镀温度的因素将产生质量,没有问题的沉积物。如果您对保持工作区域的适当温度有任何疑问或疑虑,请致电 800-465-4131 或发送电子邮件至 info@sifcoasc.com 联系我们的技术服务部门。
补漆:现场选择性刷镀
以下文章由高级培训经理 Scott Peterson 撰写,最初出现在 PFonline.
选择性刷镀不仅仅是一个修补过程。数百种应用正在使用选择性刷镀工艺为飞机 OEM 应用提供表面增强涂层。
几十年来,选择性电镀提供了航空航天和飞机所需的技术维护飞机所需的人员。选择性刷镀的成功始于一种修补工艺,用于修复已损坏或腐蚀的部件上的金属。联邦航空管理局的咨询通告 43.13-1A 和世界上大多数主要航空公司的大修手册或标准实践中都将其作为一种经批准的飞机维修方法纳入了这一点。
此外,英国国防部、美国空军和世界各地的其他军事组织都认识到其对维护其机队的重要性和价值。
选择性刷镀能够沉积具有良好附着力和良好机械性能的冶金性能良好的金属涂层。可以精确应用镉、锌镍、锡锌、镍、钴、铜、锡、锌和银等沉积物,以及 I、II、III 型阳极氧化、磷酸和硼硫。
常见用途
众所周知,该工艺便携、快速、易于使用、可靠、环保并且需要最少的掩蔽。它用于许多飞机 OEM 应用,包括起落架、发动机、仪器和附件、液压系统和航空电子设备。由于各种原因,这些应用需要在现有表面上添加金属。五种最常见的用途是:
- 加强防腐蚀
- 使用闪光镍改善钎焊特性
- 改善表面特性
- 恢复容差条件
- 修理铝制部件
过程
刷镀是一种电镀的接触方法,其中金属使用吸收垫包裹的阳极沉积到局部区域,该阳极用专有的电镀溶液饱和(可以使用类似的技术完成选择性阳极氧化)。刷子技术适用于简单的几何形状,例如外径、内径和平面。
所需的基本物品是便携式整流器(电源组)、电镀工具、掩蔽材料和解决方案。对于电镀,该部件成为阴极并连接到电源组的负极端子。正极端子连接到“工具”手柄和包裹有吸收材料的阳极,当工具在零件上移动时,该材料可提供绝缘和耐磨性。适当的解决方案——可以用泵喂——完成了电路。沉积速率约为 0.035 英寸/小时,这意味着零件的快速电镀。
已经开发了特定于基材的程序,以确保沉积物在所有常用金属上具有出色的附着力,但识别基材至关重要,因为适当的准备程序取决于所选的基材和电镀溶液。低碳钢、高合金钢、铸铁、铜、镍、铝和不锈钢都需要不同的预处理处理。
仅在需要电镀的地方准备表面。掩蔽夹具可用于重复或大批量应用。必须清洁要遮盖的区域,以确保遮盖材料能够粘附。用溶剂去除油脂和污垢;钢丝绒、砂纸、钢丝刷或喷砂用于去除水垢、锈迹或失去光泽。然后根据供应商程序准备好零件进行电清洗、蚀刻、去污和/或活化。
各种可用的选择性电镀沉积物提供了卓越的腐蚀保护、硬度和耐磨性的替代方案,具体取决于电镀的沉积物。在大多数情况下,沉积物满足或超过联邦、军事和商业规范对槽镀层的所有性能要求。还有专门为刷镀编写的类似标准。
此外,通过开发和改进沉积物和工艺本身,通过在钛上电镀的进步和开发用于高温应用的钴碳化铬金属基体沉积物,继续推进选择性刷镀工艺。
了解规范 AMS 2451C
SAE International (SAE) 是一个面向各行业工程专业人士的协会和标准制定组织。 SAE 在航空航天、汽车和商用车领域拥有超过 128,000 名工程师和相关技术专家。他们的使命是“推进移动知识和解决方案,造福人类。”

1998年,SAE为刷镀的一般要求编写了AMS 2451标准。由于 Mil-Std 865 现在对新设计无效,因此 2011 年修订的 AMS 2451C 可作为其替代品。虽然类似于 AMS 2451C,但 Mil-Std-865 更具体。 Mil-Std-865 涵盖了铁合金、铝合金、铜合金、镍合金和耐腐蚀钢等各种金属和合金的刷镀工艺和材料。但新 AMS 2451C 标准的优势在于规范列出并引用了一些最常用和公认的储罐标准,例如 AMS 2403、2423、2424、Mil-Std QQ-P-416 和 Mil-Std QQ-S-365。技术人员现在有机会对几种著名的 AMS 和 Mil-Std 储罐规格进行刷镀。
刷镀是一种便携式表面处理方法,用于增强、修复和翻新制造部件上的局部区域。 SIFCO Process® 是领先的便携式局部区域刷镀方法,无需使用浸没槽。它主要用于增强 OEM 组件的表面、永久性维修和抢救磨损或加工错误的零件。
您有有效的 AMS 2451C 申请吗?
如果您对以下问题的回答是肯定的,那么刷镀可能是您的选择:
- 您过去是否镀过 AMS 2403、2423、2424、Mil-Std 865、Mil-Std QQ-P-416 或 Mil-Std QQ-S-365?
- 您是否有需要电镀的选择性或局部区域?
- 是否存在特定于您的应用的时间/成本/质量问题?
AMS 2451C 有 14 个斜线编号,用于单个沉积物,包括镍、镉、铜、银、锌镍、锡锌、钴、锡和镍钨。虽然刷镀已获得 SAE 的正式认可很重要,但在工艺的应用方面仍然非常通用。要查看 AMS 2451C 存款及其相关斜杠编号的完整列表,单击此处
如果您需要刷镀到 AMS 2451C 或上述任何常见的槽方法,请通过 info@sifcoasc.com 联系 SIFCO ASC,或 800-765-4131。
历史上的这一周——1915 年 2 月 20 日
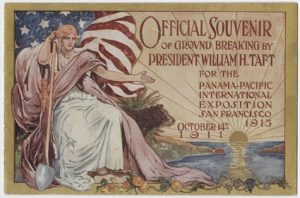
历史上的这一周,世界博览会在加利福尼亚州旧金山开幕。虽然在接下来的几周内公布了许多新发明,但其中一个主要的吸引力是飞机。甚至在莱特兄弟首次飞行十多年后,许多美国人直到参加展会才看到飞机,更不用说有机会乘坐一架飞机了。许多爱出风头的人带着他们的飞机参加了展会,以吸引人群。
例如,参观者聚集在一起看太阳女仆葡萄干女孩洛林科莱特,每天用她的飞机上的葡萄干给人群淋浴。洛克希德航空公司的艾伦和马尔科姆·洛海德(Allan and Malcolm Lughead)为喜欢冒险的游客提供了乘坐水上飞机飞越旧金山湾的 10 分钟飞行机会。更大胆的是林肯比奇,他在他的双翼飞机上进行了循环和螺旋,直到 1915 年 3 月 14 日不幸去世。还有阿特史密斯,他在晚上表演,他的飞机机翼上附有磷弹(1)。
尽管这些专业人士完成了许多前所未见的新壮举,但每次飞行时,他们面临的危险都会增加。此时,需要临界腐蚀保护的可收放起落架还没有发明出来;甚至重要的是,尚未建立标准维修。虽然莱特兄弟在 1910 年为美国陆军工作时开发了起落架,但许多飞机仍然使用木制或金属起落架滑回地面或沙地 (2)。
今天实施的进步和法规不断鼓励 OEM 和 MRO 在安全、效率和环境影响方面改进设计。
采矿维修的现场解决方案
在非公路车辆中,零部件面临着巨大的,有时甚至是持续的压力源。从不断增长的设备尺寸到不可预测的现场条件,难怪大型部件会在液压系统、变速器和终传动上出现磨损。
通常,需要维修的区域的大小和位置使工程师无法使用传统方法,例如焊接、套管或热喷涂——所有这些都需要机加工并且难以在现场完成。但如果有其他方法呢?选择性电镀用于将附着的高质量沉积物施加到局部区域并获得精确的沉积物厚度。
与热喷涂不同,热喷涂是一种机械结合,选择性镀是一种原子结合,不受剧烈的周期性温度波动或尖锐的直接冲击的影响。此外,沉积层的厚度得到精确控制,允许按尺寸电镀零件,而无需后加工。 还有,选择性电镀是在室温下进行的,与热喷涂或焊接不同,不会造成零件或组件变形的任何风险。该过程的重要特点是它是可移植的。选择性电镀可以在车间或工作现场进行。然而,热喷涂通常仅限于具有通风功能以确保操作员安全的商店。
在以下示例中,我们展示了采矿业中的选择性电镀可能是什么样子。
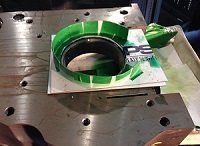
非公路车辆的铸铁差速器壳体部件上的轴承孔不圆。虽然最初考虑使用热喷涂来修复钻孔,但出现了几个问题。不仅每个孔所需的堆积会很耗时,而且由于在与差速器壳体齿轮组装过程中的关键对准,错误加工部件的风险太高。
没有错位风险的耐磨表面处理的解决方案是选择性电镀。每个孔首先用铜 2050 建造,并用镍 5644 封顶,最终建造 280 毫米。使用带有研磨垫的自制膨胀板保持内径的圆周。这种修复的独特之处在于,电镀是在完全拧紧夹具的情况下进行的。
通过使用选择性电镀的 SIFCO Process®,这家大型售后市场采矿公司不仅能够在不进行后加工的情况下将孔电镀到尺寸,而且与替代维修方法相比,他们还能够以最短的停机时间将车辆恢复使用。
SIFCO Process® 可用于采矿业的其他领域,包括:
- 泵
- 阀门
- 推进组件
- 电气元件
- 结构组件
- 液压
有关 SIFCO Process® 的更多信息,请联系 info@sifcoasc.com 或致电 800-765-4131。< /strong>