
 Chinese (Simplified)
Chinese (Simplified)  English (UK)
English (UK)  French
French  German
German  Spanish
Spanish  Swedish
Swedish 
When completing selective plating repair applications, each component may have multiple areas to mask. In a recent engine block repair in the Automotive industry, 200 components needed .002” of nickel to re-size oversized cylinder bores. While the bores needed minimal plating, each area needed layers of masking material to catch the solution and direct it into the return tray. With each bore taking 10-15 minutes to mask, the labor costs increase drastically.
Since actual plating time is determined by ampere-hour and plating amperage, the plating labor is a constant – so the best way to make operation more efficient is to develop new and effective masking techniques.
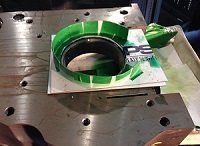
In the instance of the engine block repair, the solution came in the form of a portable and reusable masking fixture. Magnetic material, with a hole the same diameter as the bore, was placed on each component prior to plating. The magnetic bond was strong enough to seal the area around the bore, while a small retaining wall constructed on top of the material directed the solution right back into the catch tray, underneath the bore, as planned.
A job that could have taken easily 50 hours to complete, was finished in half the time due to the ingenuity of the technician.
For help from masking and plating to choosing the right tools for your job, call our dedicated Technical Service representatives at 800-765-4131.