Chinese (Simplified)
Chinese (Simplified)  English (UK)
English (UK)  French
French  German
German  Spanish
Spanish Förra veckan på NASF:s SUR/FIN-utställning presenterade Derek Kilgore, mekanisk konstruktör och projektingenjör vid SIFCO ASC, hur man kan förbättra processkapaciteten genom automatisering av selektiv plätering.
Selektiv plätering är en avancerad metod för att elektroplätera lokala områden utan användning av doppningsbassänger. Över trettio rena metaller och legeringar kan elektropläteras och anodisering av typerna I, II, III, fosfor och borsvavelsyra kan appliceras med precision. Processen kan minska kostnader och stilleståndstid och hjälpa till där tillgängligheten är begränsad.
Under den selektiva pläteringsprocessen kan operatörerna utföra följande uppgifter:
- Handtagsdelar
- Utför visuella inspektioner efter plätering
- Ändra likriktarinställningar (ampere, volt)
- Ändra och flytta anoder
- Öppna och stäng ventiler
- Skölj delar
- Flytta och dumpa kemikaliebrickor
- Inställningar för bildskärm och dokumentlikriktare (ampere, volt och amperetimmar)
- Justera ampere-timmar baserat på lösningens livslängd
- Behåll kemins specifika vikt
- Upptäck utrustningsproblem
- Hantera distraktioner
På grund av det antal uppgifter som en tekniker ansvarar för under ett och samma arbete kan det förekomma variationer i pläteringen från del till del och från operatör till operatör.
För att minska antalet arbetsuppgifter kan teknikern programmera likriktaren för att ändra inställningarna, övervaka driften och dokumentera inställningen. Genom denna enda förbättring slipper operatören inte bara modifiera och övervaka likriktaren, utan det möjliggör också följande förbättringar i processen:
- Ensures repeatable and reproducible operations
- Optimizes deposit properties with standardized amps, volts & amp-hrs
- Increases throughput
- Allows fewer errors
- Captures actual amperage, voltage and time through data logging
- Improves quality control and assurance
Men genom att gå vidare med förbättringarna och automatisera verksamheten är teknikern endast ansvarig för fyra uppgifter, vilket innebär att operatören och pläteringsvariationen helt och hållet försvinner.
- Delarhantering (Ladda och lossa delar
- Visuell inspektion efter plätering
- Justera ampere-timmar baserat på lösningens livslängd
- Behåll kemins specifik vikt
Med ett automatiserat system elimineras variationen från operatör till operatör och placeringen, rörelsen och trycket är desamma för varje del. Den ger inte bara fördelarna med en programmerad likriktare utan optimerar också insättningsegenskaperna med standardiserade ampere-, volt- och amperetimmar, ökad genomströmning och förbättrar den övergripande kvalitetskontrollen och -säkerheten. Och genom att teknikern inte längre är inblandad i arbetet är distraktioner inte längre ett problem, inte heller de ergonomiska riskerna för dem.
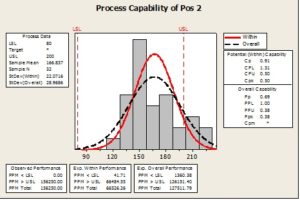
De insamlade uppgifterna stödde påståendena om att det skedde positiva förbättringar när automatisering infördes. För provet pläterades två typer av delar med liknande konfiguration och en analys av tjockleken gjordes på del 1 i fyra förutbestämda områden. Tjockleken kontrollerades i början av pläteringen och ungefär vid var 12:e del. Detta innebar totalt cirka 25 prover av 450 pläterade delar under en månad. Av de delar som pläterades manuellt användes tre olika tekniker.
I data från manuella eller operatörsstyrda likriktare registrerades 1,5 Sigma eller 0,5 Cpk.
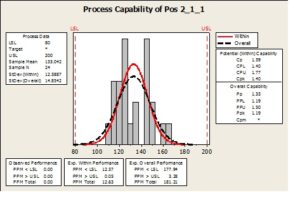
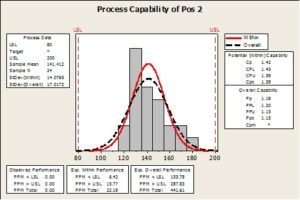
Genom att automatisera processen med hjälp av en programmerbar logikstyrning kan teknikerna granska data som registrerats via gränssnittet för människa-maskin för att avgöra om operationen slutfördes inom toleransen och effektivt förbättra Cpk-värdena. Om fel uppstår eller om kvalitetsstandarderna inte uppfylls kan teknikerna granska data och spåra felet till källan och tilldela lämpliga korrigerande åtgärder för att förhindra att felen upprepas.