Chinese (Simplified)
Chinese (Simplified)  English (UK)
English (UK)  French
French  German
German  Spanish
Spanish  Swedish
Swedish Last week at NASF’s SUR/FIN exposition SIFCO ASC Mechanical Design & Project Engineer, Derek Kilgore presented on how to improve process capabilities through the automation of selective plating.
Selective plating is an advanced method of electroplating localized areas without the use of immersion tanks. Over thirty pure metals and alloys can be electroplated and anodizing types I, II, III, phosphoric and boric-sulfuric can be precisely applied. The process can reduce costs, downtime and help where accessibility is limited.
During the selective plating process operators may perform the following tasks:
- Handle parts
- Perform visual inspections post plating
- Modify rectifier settings (amps, volts)
- Change and move anodes
- Open and close valves
- Rinse parts
- Move and dump chemical trays
- Monitor and document rectifier settings (amps, volts, and amp-hours)
- Adjust amp-hrs based on solution life
- Maintain specific gravity of chemistry
- Detect equipment issues
- Handle distractions
Due to the number of tasks a technician is responsible for during one job, variations can occur in the plating from part to part, and from operator to operator.
In order to reduce the number of tasks performed, the technician can program the rectifier to modify its settings, monitor the operation and document the setting. By making this one improvement, it not only frees operator from modifying and monitoring the rectifier, but it also allows for the following improvements in the process:
- Ensures repeatable and reproducible operations
- Optimizes deposit properties with standardized amps, volts & amp-hrs
- Increases throughput
- Allows fewer errors
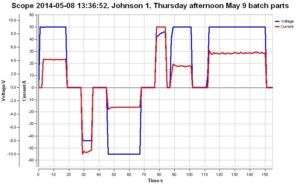
- Captures actual amperage, voltage and time through data logging
- Improves quality control and assurance
But by taking the improvements further and automating the operation, the technician is then only responsible for 4 tasks, removing the operator and plating variation altogether.
- Part handling (Load and unload parts
- Post plating visual inspection
- Adjust amp-hrs based on solution life
- Maintain specific gravity of chemistry
With an automated system, the operator to operator variation is eliminated and the part placement, movement and pressure are the same for every part. Not only does it provide the benefits of a programmed rectifier and but also optimizes deposit properties with standardized amps, volts & amp-hrs, increased throughput, and improves overall quality control and assurance. And by taking the technician away from the operation distractions are no longer a concern, nor are the ergonomic risks posed to them.
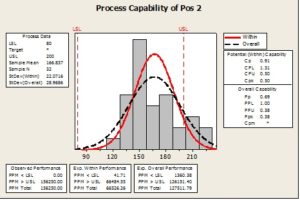
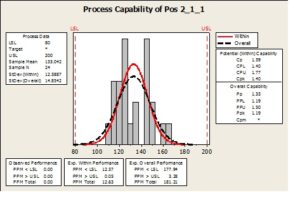
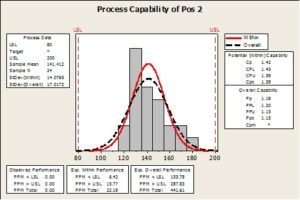
The data collected supported the claims that positive improvements were made when automation was introduced. For the sample, 2 types of parts were plated, similar in configuration, and an analysis of the thickness was measure on Part 1 in 4 predetermined areas. The thickness was verified at the start of the plating run and at approximately every 12th part. This totaled approximately 25 samples of 450 plated parts in the period of 1 month. And of the manually plated parts, 3 different technicians were used.
In the manual or operator controlled rectifier data, a 1.5 Sigma or .5 Cpk was recorded.
Overall, by automating the process using a programmable logic controller, technicians can review data captured through the human-machine interface to determine if the operation was completed within tolerance and effectively improve Cpk values. If any errors occur, or quality standards are not met, technicians can review the data and trace the error to its source and assign the appropriate corrective action, preventing the errors being repeated.