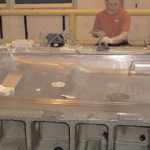
As mentioned in the previous blog we know conventional machine shop practices used to repair plastics molds or metal forms require you to disassemble the machine and ship the components to your local finisher. But with selective plating, repairs can be made in place, with minimal disassembly or masking. Today we are discussing how it’s used to repair cavity damage.
Repairing Cavity Damage
Occasionally, plant or maintenance personnel will accidentally leave a foreign object such as a cap screw in the chrome-plated cavity. And, sometimes a molded part or runner may not be ejected properly. Under the pressures of injection molding, such objects will form an indentation in the cavity. With selective plating, copper or nickel is deposited to fill in the damaged area and is then blended in to re-form the cavity contour. The nickel repair is then selectively capped with nickel-tungsten, nickel semi-bright, or chrome to enhance mold release characteristics. Such repairs, along with nicks or dings in chrome or electroless-nickel plated cavities may be accomplished without the need to strip and re-chrome the entire mold cavity.
In the next blogs, you’ll learn about other applications that selective plating is suitable for, including:
Worn and corroded molds frequently cause downtime for both captive and job shop plastics molders and metal formers.
In PVC molding, corrosion is commonly caused by hydrocholric acid. Hydrochloric acid is a byproduct generated by incipient decomposition during the molding of polyvinyl chloride, as well as of other polymers. The liberated acid etches or pits the mold cavity. By selectively depositing a thin layer of gold in areas where the acid tends to pocket, the pitting can be eliminated.
Another common cause of corrosion happens when a mold is out of production and in storage. To prevent the base steel material from corroding while out of service, mild steel molds are frequently selectively plated with cadmium while out of production for extended periods of time. Cadmium, because of its position relative to iron in the electromotive force series, will actually form a galvanic cell with the steel and preferentially corrode sacrificially, thus protecting the steel.
In the next blogs, you’ll learn about other applications that selective plating is suitable for, including:
As with many components in the Mold and Die industry, when wear occurs and pin and bushing dimensions deviate from needed tolerances, you may feel it is necessary to discard and replace core pins and core bushings.
But not with selective plating. Reduce scrap and maintenance costs by resizing the core pins and bushing using the SIFCO Process® of selective plating. This in place repair also minimizes disassembly and downtime. Using a power pack and monitoring the digital ampere-hour meter, these parts can be selectively plated back to size, and put back in service, often without finish machining, all within one shift.
Nickel and Cobalt are excellent choices for selective deposition in these applications, since they have good toughness characteristics, in addition to excellent wear resistance. If a harder surface is required, nickel-tungsten, cobalt-nickel, and cobalt-tungsten alloys may be selectively deposited in a hardness range of Rockwell C 60 to 68.
Nickel and Cobalt are excellent choices for selective deposition in these applications, since they have good toughness characteristics, in addition to excellent wear resistance. If a harder surface is required, nickel-tungsten, cobalt-nickel, and cobalt-tungsten alloys may be selectively deposited in a hardness range of Rockwell C 60 to 68.
Many plastics molders who utilize the selective plating process for mold repair have found the process equally useful in press and machine maintenance. Scores or scratches in chromed hydraulic actuating cylinders are filled with copper and then capped with nickel or cobalt. This type of repair can be performed without disassembling the cylinder from the press and without the need to strip and re-plate chrome.
What’s more, worn gate areas or damaged parting lines may be repaired to eliminate flashing by the use of selective plating. After the amount of wear in the gate area is measured, the digital ampere-hour meter is used to control the amount of metal deposit needed to resize the gate precisely without the need for subsequent machining. Chipped or damaged parting lines are repaired in similar fashion. However, most parting lines coincide with sharp angles in the mold.
The portability of the SIFCO Process®, together with the minimal masking and solution required, make selective plating an effective and efficient repair process for the Mold & Die industry.
Copper is a red-orange, soft and ductile metal that is renowned for its corrosion resistance and malleability. Used as part of The SIFCO Process® , copper plating helps reduce lead times and produces high-quality components to exacting specifications. We’ve answered the most frequently answered questions about copper electroplating in this blog.
What is selective copper electroplating?
Selective copper electroplating is a method of brush plating that doesn’t require an immersion tank. Using a specialized plating kit, copper deposits are applied to localized areas of a component using an anode and a power pack.
How do you electroplate with copper?
In the simplest of terms, when a component is selectively plated with copper, the metal substrate receives a negative charge from the power pack, while the anode is positively charged. Once the base material is properly prepared for a metal finish, the technician then dips or flows the copper electrolyte to soak the anode. The copper soaked anode is then placed on the surface to be plated. The current makes the copper ions adhere to the component’s surface, which creates a thin copper coating.
What is copper plating used for?
There are many advantages of copper plating, and can be used across many applications and industries. Here are just a few uses of copper:
Copper can improve the conductivity.
Due to its malleability, it is great for components that bend.
Copper offers excellent protection against corrosion.
Copper prevents galling on threaded connections.
Copper can be built up in high thicknesses to repair mechanically damaged surfaces.
What specifications apply to selective copper plated components?
SIFCO ASC’s Copper Select Plating Program is VAM and Tenaris qualified. And we manufacture various copper solutions which meet AMS 2451/6, Mil-Std 2197A (SH), and Mil-Std 865.
Which industries use copper plating?
Because of copper’s thermal properties, corrosion resistance and conductivity, a wide variety of industries use copper plating for their heating, electrical and industrial applications. Copper is widely used in the following industries:
Due to its anti-galling properties copper plating is widely used in the Oil & Gas and subsea mining industries for threaded pipe connections.
HVAC industry commonly uses copper plating for heat exchangers, boilers, steam condensers and more.
Copper is widely used in remanufacturing as it helps build up worn out and corroded parts.
Due to its natural antifouling properties, copper is used in the marine industry because it saves cleaning and decreases the chance of mechanical breakdown.
Copper electroplating with SIFCO ASC
SIFCO ASC has been providing plating services across a wide range of industries for over 50 years. We are the largest supplier of contract selective electroplating and anodizing services in the world. To find out how we can help you with your copper plating needs, get in touch.
Owing to the petrochemical industry’s cyclical nature, it is entering one of the most volatile eras in its history. As a result, organizations will have to work harder on ensuring their core capabilities and business strategy is robust.
According to a report by McKinsey in the last 15 years, the global petrochemical sector has experienced strong volume growth, with production of ethylene rising from 100 million metric tons in 2000 to almost 150 million metric tons in 2016, and value creation rising at a 4% CAGR since 2005. However, the global clampdown on the use of plastics, and the over overcapacity of petrochemical processing facilities are significantly impacting the global oil markets and threaten the future of the industry’s success.
Combine this with a situation where supply is higher than demand, and you’re faced with a situation where margins decrease and competition increases. Consequently, products are sold at lower prices until the market stabilizes. As a result, minimizing downtime and maximizing margins is crucial.
Reducing downtime with selective electroplating
In order to do this, engineers must reduce the probability of downtime caused by maintenance issues. When a plant experiences unplanned downtime, it causes loss in production and profit – this is where the role of turnaround managers and maintenance planners can make a difference.
Choosing methods of repair that are quality assured, reliable, and cost effective, means you can not only minimize downtime and increase the longevity of machinery, but maximize profits and contribute to a more sustainable future.
The benefits of SIFCO Process® in the petrochemical industry
One such method is selective electroplating. The SIFCO Process® is a portable, efficient and economical way of performing surface treatment repairs and maintenance.
Portability and in-situ repairs
Location is crucial for petrochemical plants – when a repair is needed, it’s not as easy as taking a silo or tank to an electroplating site. This is where the SIFCO Process® touch-up kits come in. Suitable for a job shop or out in the field, SIFCO ASC’s selective plating process is portable and can be used almost anywhere. It can also be mechanized or automated for minimal operator intervention.
As a result, this means repairs can be made in-situ, or during unplanned downtime situations. This helps to mitigate the costs associated with disassembly, transportation and eventual re-assembly.
Pre and post-machining
Due to the limited pre and post-machining required with selective plating, costs and downtime are also reduced. This is because the specific area that needs protection or repair is masked off, which allows for the deposit to be applied with precision and accuracy. There is often no need for post-machining, as the deposit can be plated to size.
Fast turnaround times
Once the repair case has been evaluated, and if machinery does not need disassembling, often turnaround time can be as quick as a single working day.
Sustainability
As world governments place increasing pressure on industries to meet sustainability targets and reduce emissions, there is a growing focus on the environmental impact of unexpected shutdowns at petrochemical refineries. The SIFCO Process® helps to reduce downtime, thus helping to get facilities back online as fast as possible and is therefore crucial to lessening the environmental impact.
You can find out more about the benefits of selective electroplating in the petrochemical industry in our whitepaper
We’re the global leader in selective electroplating and have provided selective plating and anodizing services, chemical solutions and equipment for over 50 years. Get in touch with our experts today.
Damage to hydraulic rods and rams ranging from light scratches to deep impacts and corrosion damage can be permanently repaired by selectively plating using the SIFCO Process®. Defects are typically repaired with one or more layers of copper, then covered with a wear resistant deposit with good release or wetting characteristics. The SIFCO Process® is the ideal application to repair damage on a part that may otherwise be scrapped. With our process, a technician can perform a local repair on the specific area that is damaged – eliminating the need to strip and re-chrome the part. The SIFCO Process® is also fully portable, enabling repairs to be carried out in-situ.
The pictures below show the various stages of an in-situ repair to a damaged hydraulic rod. These types of repairs are easily completed on rods and rams made up of carbon or stainless steel that have been plated with chrome or nickel. Copper is applied to the damaged area and then dressed back to just below the surface. Finally, a thin layer of cobalt-nickel is applied to a slightly larger area and then polished to match the surface texture.
Derek Kilgore, Mechanical Design and Project Engineer, explores the top three ways businesses can feel the benefits of automated selective plating.
Modern industry is more competitive than ever before. From aerospace and oil and gas through to power generation and general industry, efficiency, quality, safety and sustainability are all key factors in driving greater competitiveness. When it comes to critical processes such as selective plating, automation provides an effective way for businesses to continue to meet the high demands placed on surface coatings, while also unlocking further benefits.
Automated selective plating offers three key advantages: increased quality and accuracy, improved safety for operators and enhanced sustainability. You can learn more about the key features of automating your selective plating process, how long it takes to complete an automated plating project and more in our video here:
#1 Increased quality and accuracy
While the introduction of selective plating has signaled a move away from tank plating for many manufacturers, automation signals the next era – particularly when it comes to accuracy and quality. Through mechanization of the process, the operator’s direct contact with tooling and chemicals is significantly reduced. Instead, a computer program – which can be configured by the operator – controls the plating process. This includes everything from volts, amps, polarity and ampere-hours required for the specific application, to the preparatory and plating steps themselves.
In practice, this approach removes the potential for human error and variability from the process, making the operation more reliable and consistent. By accurately controlling the level of deposits with little operator involvement, results are more consistent, driving greater levels of quality for every operation. With the introduction of digitalization to the process, automated selective plating also provides full component and process traceability through constant system data monitoring.
#2 Improved safety for operators
Alongside the improvements in the operation’s results brought about by automation, the safety of operators is also elevated. Reducing risk to the operator by removing them from repetitive tasks and ergonomically unfavorable positions, the capacity of skilled workers is increased to focus on other areas of the business. In turn, mechanical systems are able to replicate the application process identically every time, ensuring high levels of consistency without the need for operator intervention.
As well as improving working conditions and safety for operators, automation also leads to greater levels of efficiency and profitability when it comes to the electroplating process. Mechanized set-ups allow for operations to run smoothly and consistently until completion, making for greater levels of productivity and the potential for reduced lead times.
#3 Enhanced sustainability
Looking more closely at the operation itself, an automated approach also opens up opportunities for improved sustainability. Robotic equipment, which is capable of working around-the-clock until the completion of a particular application, also utilizes chemicals more efficiently, using only the volumes required at each stage of the selective plating process. In turn, waste – and environmental impact – is significantly reduced when automating the process of selective plating for OEM or the remanufacturing of components.
So, in this time when industry is seeing the benefits of automating traditionally labor-intensive processes, selective plating has now been transformed into a state-of-the-art solution which can be semi or fully automated to best suit the task at hand. Bringing with it the potential for improved accuracy, safety and sustainability, automated selective plating is helping to transform the workplaces of the future.
Automating your electroplating process
The SIFCO Process® of selective plating has become a trusted method of meeting the high demands placed on surface coatings. Watch our video to learn more about how you can bring automation to your selective plating process:
For more about SIFCO ASC and our automated selective plating services, please contact us here.
The Vought-Sikorsky VS-300, invented by Igor Sikorsky, was the first single-engine helicopter to power both the main and the tail rotor systems. In the VS-300, the engine transmitted power to the main lifting rotor and the two auxiliary rotors using Vee-belts. The belts were either attached to the main shaft or coupled to the main gear drive depending on which rotor was being powered; while the rear rotors were driven through bevel gears.
On May 13, 1940, it made its first free flight, untethered, and continued testing its endurance until achieving the world record of 1 hour, 32 minutes, and 26 seconds. According to the Igor Sikorsky Historical Archives, “The development of the VS-300 established the concepts and principles there were utilized in the design of the VS-316 (R-4), the world’s first production helicopter. Thus began the world’s helicopter industry.”
On October 7, 1943, the VS-300 was given to Henry Ford and retired to his Edison Museum in Dearborn, Michigan.
Today, tail and lifting rotors experience rapid wear due to airborne grit which becomes entrapped in the seal glands. This can cause the tube assembly to become out of tolerance. SIFCO has experience rebuilding these outside diameters to size by selectively plating a nickel alloy, which provides the hardness and wear resistance required.
Today’s demanding industrial applications require well-engineered and proven deposits that pose as little risk as possible to both the operator and the environment.
Brush plating can be used to apply a variety of nickel deposits including nickel acid, nickel high-speed and sulfamate nickel as well as a multitude of other metals and alloys. And the requirements of the application will determine the type of nickel deposit you select.
Nickel acid – primarily used as a preplate, but is also used as a prebraze coating, and for low thickness buildups for dimensional restoration – has a hardness of HRC 36. It is a dense deposit that can plate 125 microns (0.005 in) in one layer. Under normal conditions, nickel acid can be used at room temperature with excellent results. However, when the solution is used for build-up it should be preheated. If not, the deposit will burn easily, plate slowly, and will not plate the thickness expected, but plate deposits that are bright and highly stressed.
Sufficient flow of solution is necessary when plating with nickel acid. Insufficient flow with a small volume of solution, especially when plating at a high current density, can result in overheating at the work area, and burning of the deposit.
Factor
0.0015 Metric
250 U.S.
Average Current Density
0.93 amp/cm²
6 amp/in²
Maximum Current Density
1.40 amp/cm²
9 amp/in²
Voltage Range
8 to 25
Maximum Recommended Usage
30 Amp-hr per liter
114 Amp-hr per gallon
Optimum Anode-to-Cathode Speed
15 MPM
50 FPM
Plating Solution Temperature
52 – 60 °C
125 – 140 °F
Maximum Thickness in One Layer
125 microns
0.005 in.
Average Hardness
36 Rc using WTW 46 Rc using RTW
Plating Rate
600 μm/hr
0.024 in./hr
Metal Content
110 g/l
pH
2.3
Ease of Use
Average
Shelf Life
Unlimited
Nickel high-speed – used for salvage and dimensional restoration applications – has a hardness of HRC 54, and can be plated up to 375 microns (0.015 in.) per layer. It’s a microcracked deposit and has very poor ductility like nickel acid. While nickel acid performs best when heated, nickel high-speed plates well at room temperature; in fact, heating the solution has no significant effect on plating characteristics or deposit quality. If the solution is used within the recommended limits, a certain number of amp-hours will deposit a certain amount of plating regardless of plating conditions. Although the application of nickel high-speed is relatively easy, a preplate of nickel acid is required for many base materials except copper, copper alloys, zinc and zinc alloys.
Factor
0.0009 Metric
150 U.S.
Average Current Density
1.08 amp/cm²
7 amp/in²
Maximum Current Density
2.17 amp/cm²
14 amp/in²
Voltage Range
6 to 20
Maximum Recommended Usage
26 Amp-hr per liter
98 Amp-hr per gallon
Optimum Anode-to-Cathode Speed
22.8 MPM
75 FPM
Plating Solution Temperature
16 – 66 °C
60 – 150 °F
Maximum Thickness in One Layer
375 microns
0.015 in.
Average Hardness
54 Rc
Plating Rate
1175 μm/hr
0.047 in./hr
Metal Content
50 g/l
pH
7.3
Ease of Use
Easy
Shelf Life
Unlimited
Sulfamate Nickels are approved for the highly-regulated aerospace industry. They range in hardness from HV 190 to HV 575 (low stress, low hardness; low stress, medium hardness, and low stress, hard) and their use is application-specific. Sulfamate nickels are used for corrosion protection, dimensional restoration and prebraze. The maximum thickness per layer that can be plated is 375 microns (0.015 in.). Sulfamate nickel is generally characterized as difficult to plate. The solution requires the operator to check the specific gravity prior to beginning the plating operation, then check every 2 1/2 amp-hr (minimum) for each liter of solution being used. Also, the solution must be heated and continuously filtered during use to ensure consistency in deposit properties and to remove fine particulate within the nominal size rating of the filter. As sulfamate nickels are “sliding factor” solutions, the amp-hrs required to plate a certain thickness on a surface area will vary, depending on the freshness of the solution.
Factor
See General Plating Characteristics
See General Plating Characteristics
Average Current Density
0.78 amp/cm²
5 amp/in²
Maximum Current Density
1.08 amp/cm²
7 amp/in²
Voltage Range
6 to 15
Maximum Recommended Usage
26 Amp-hr per liter
98 Amp-hr per gallon
Optimum Anode-to-Cathode Speed
15 MPM
50 FPM
Plating Solution Temperature
60 – 71 °C
140 – 160 °F
Maximum Thickness in One Layer
375 Microns
0.015 in.
Average Hardness
190 Vickers
Plating Rate
875 μm/hr
0.035 in./hr
Metal Content
100 g/l
pH
1.5
Ease of Use
Difficult
Shelf Life
Unlimited
Nickel brush plating meets a variety of specifications including AMS 2403, 2424, and 2451/1, 2, 3, 7, and aerospace approvals from Pratt & Whitney, Sikorsky, FMC Technologies, Messier-Dowty, and Solar Turbines.
SIFCO Applied Surface Concepts uses cookies to give you a more personalized experience on our website. If you continue to use our services, we assume that you accept such use. Learn more about cookies and how you can refuse them on our Privacy Policy page.

 Chinese (Simplified)
Chinese (Simplified)  English
English  French
French  German
German  Spanish
Spanish  Swedish
Swedish